



大家好,今天小编关注到一个比较有意思的话题,就是关于加工中心铣刀几何参数设置的问题,于是小编就整理了4个相关介绍加工中心铣刀几何参数设置的解答,让我们一起看看吧。
铣刀切削参数设置原理?

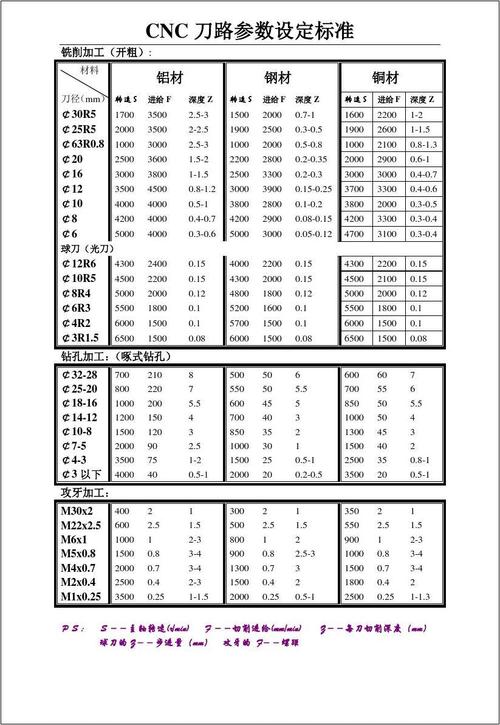
铣刀切削参数的设置原理主要是根据加工材料的性质、工件的形状和加工要求来确定。首先需要考虑切削速度、进给量和切削深度,以确保刀具能够有效切削材料同时不会损坏刀具和工件。
其次,还需考虑切削刃数、刀具材料和刀具几何形状等因素,以提高切削效率和加工质量。通过综合考虑这些参数,并根据实际情况进行调整,可以实现最佳的切削效果和工件精度。
单角铣刀的几何参数?
单角铣刀是一种常用于铣削加工的切削工具,几何参数通常包括刃长、刃径、柄径、刃角、螺旋角和刃数等。
1. 刃长:指铣刀上刃部的长度,即刃尖到刃部结束的距离。
2. 刃径:指铣刀刃部的最大直径。
3. 柄径:也称为刀杆直径,指铣刀上固定在主轴上的柄部分的直径。
4. 刃角:是刃部的倾斜角度,它对加工表面的质量和切削力有重要影响。
5. 螺旋角:是指铣刀上刃部螺旋线的倾斜角度,它能影响切削时的排屑及散热。
6. 刃数:指铣刀上刃部的数量,一般有单刃、两刃、三刃等多种刃数选择。
通过调整这些几何参数,可以满足不同加工需求,如增加刃数可以提高生产效率,增加刃角可以改善表面质量,调整刃长和刃径可以适应不同工作件的尺寸和轮廓。单角铣刀的合理选择和调整参数可以提高铣削加工的效率和质量。
a356铝合金铣刀加工外圆有凸纹怎么回事?
1.工件在受夹紧力和铣削力后变形
2.工件由于存在内应力,在表层切除后产生变形
3.当铣刀的直径小于加工面的宽度时,由于接刀而产生的接刀痕.
4.铣刀几何参数选择不当.
生产效率高但不稳定,由于铣削属于多刃切削,且可选用较大的切削速度,所以铣削效率较高,但由于各种原因易导致刀齿负荷不均匀,磨损不一致,从而引起机床的振动,造成切削不稳,直接影响工件的表面粗糙度;
如果a365铝合金铣刀加工外圆出现凸纹,可能是以下的几种问题。
第一,就是刀绑的太长了,加工时,铣刀会颤抖,最后形成震刀凸纹。
第二,就是产品没有固定好,加工时工件会晃动,这也会产生凸纹。
第三,就是刀磨损了,因为磨损的刀,加工产品时铣出来的产品会出现不平整,这就是刀痕。
钛料加工参数?
钛合金铣削参数:
(1)钛合金切削加工的主要特征。钛合金材料强度高、热强度高、切削层变形小,冷硬现象严重,与碳化钛的亲和力强,易产生粘结,导热性差。
(2)铣刀材料的选择。铣削钛合金的常用刀具材料,以高速钢和硬质合金为主,高速钢宜选用含钻、含铝、含钒的高速钢,铣刀材料常用W12Cr4Mo、W2M09Cr4V4C08、W6M05C,r4V2Al等;硬质合金应选用钨钻类(或含有少量其他碳化物)硬质合金,常用牌号为YG8。涂层刀片和钨钛钻类硬质合金则不宜使用。
(3)铣刀结构及几何参数。铣削钛合金时,宜采用顺铣。顺铣时,由于刀齿切出时的切屑很薄,不易粘结在切削刃上。而逆铣时正相反,容易粘屑,当刀齿再次切人时,切屑被碰断,容易造成刀具崩刃。但顺铣时,由于钛合金弹性模量小,造成让刀现象,因此要求机床和刀具具有较强的刚性。铣削时,刀具与切屑接触长度小,卷屑不易,要求刀具具有较好的刀齿强度及较大的容屑空间。切屑堵塞会造成刀具剧烈磨损。
铣削钛合金时铣刀角度的几何参数见下表。
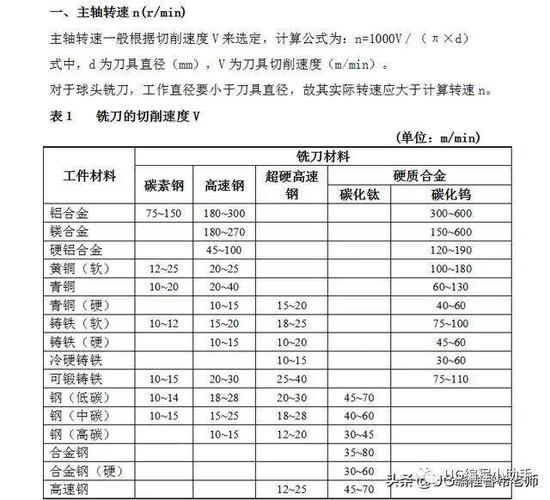
(4)铣削用量的选择。采用不同刀具材料制成的各类铣刀,铣削各种钛合余材料时的铣削用量见下表。
到此,以上就是小编对于加工中心铣刀几何参数设置的问题就介绍到这了,希望介绍关于加工中心铣刀几何参数设置的4点解答对大家有用。


